營 業 項 目
通過ISO 9001:2015驗證
通過ISO 9001:2015驗證


上掛Racking


前處理-脫脂
Pretreatment-Degreasing


前處理-片鹼
Pretreatment-Sodium hydroxide


前處理-化學拋光
Pretreatment-chemical polishing


前處理-霧面 Pretreatment-Matte


陽極處理 Anodized


染色 Dyeing


封孔
Sealing of anodic oxide coating


下掛
Taking down
鑒於硬質氧化膜的優良功能性,在軍工業、航太、光電、半導體、汽車製造、機車製造、機械製造、模具上…廣泛應用在各產業別。
採用吸附著色(或稱化學著色法),將陽極後的鋁工件吸附染料而使得鋁表面染上各種顏色,使鋁材呈現多樣化的色澤,更具美觀與質感。
鑄造件含有多種合金成分,且其氣紋與砂孔缺陷,通常無法使用陽極作為表面處理的方式。但透過藥劑配合,能實現部分鑄造件陽極處理工序。其多種合金組成特性,使其氧化皮膜呈現灰黑色,可透過染黑,增加裝飾性。
為了獲得最佳的整體外觀,適合陽極的鑄造合金是ADC-6、ADC-10、ADC-12、A356、A380。
為什麼選擇三價鉻?
加工尺寸精密度高且要求耐腐蝕之鋁合金
噴漆、烤漆前置加工,可以增加漆面之附著度
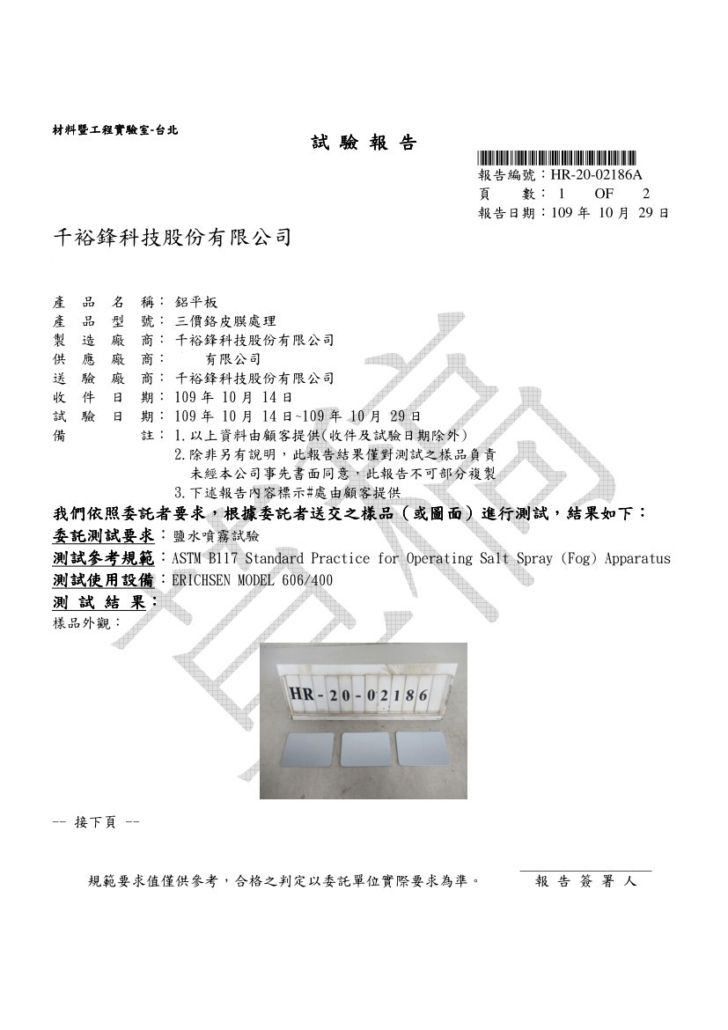
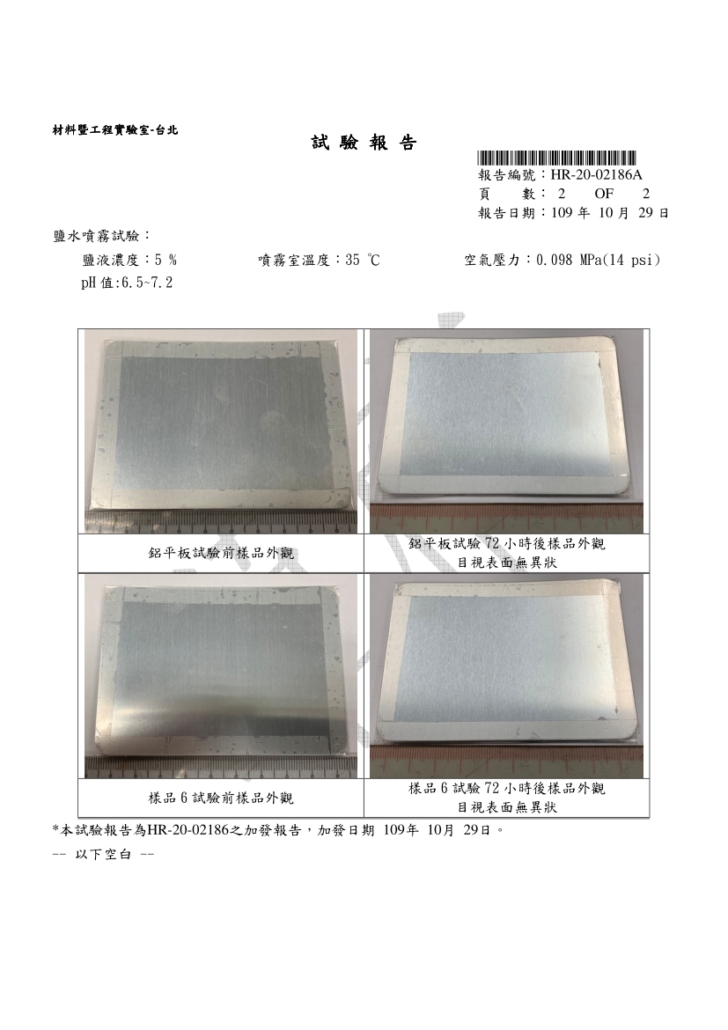
本公司製程符合MIL-DTL-5541 TYPE II Class 3規範標準
搭配不同的加工製程,表面呈現更豐富的效果。而一貫作業,更提升競爭力
運用機械研磨的方式將料件研磨至鏡面的處理方式
運用機械研磨方式將表面產生髮絲紋
將工件及研磨石運用震動的方式將工件表面進行研磨
震動研磨後有去除倒角及修飾表面的效果
運用鋼珠或陶瓷等研磨材料與工件一起震動,震金後工件表面會呈現金屬光澤
運用空氣壓力帶動噴砂材料撞擊工件表面形成凹凸不平的效果
調整噴砂材料及空氣壓力,表面呈現的效果也會不一樣
運用網印、移印、轉印的方式印上各式各樣的圖案
運用雷射光束將表面破壞露出底材
運用電腦控制破壞的方向,達到想要的圖案



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}